




一根焊带,藏着光伏降本的下一个秘密
2026年一个普通的周三早晨,某头部组件厂的采购总监打开手机,看到了铜价又一次跳涨的消息。
这不是第一次了。2025年至今,国际铜价像一个情绪不稳定的野兽——时而风平浪静,时而暴跳如雷,最高峰时每吨触及近十一万元,如今仍在十万元上下高位徘徊,相较2025年初的73290元/吨已涨超40%。而对于一家年产能达到1GW的组件工厂来说,光是焊带这一项,每年就要消耗400至500吨铜材。铜价每波动一万元,成本账单上就多出数百万元。
这个数字对于动辄几十GW产能的龙头组件企业来说,更是动辄上亿。过往材料端的涨价可以通过组件价格调整转嫁给市场,而2026年的今天,国内产能的严重供过于求导致涨价成为很多组件厂最为谨慎的选项。
然而就在今天,这个困扰组件厂多年的隐性成本炸弹,正在被一种叫做复合焊带的材料悄悄拆除。
一、先搞清楚一件事:焊带到底有多重要
大多数人买光伏组件,关注的是效率、功率、品牌。很少有人注意到,在那一片片硅片之间,有几十根细如发丝的金属线,负责把每一个电池单元产生的电流汇集起来,送往外部电路。
这就是焊带和汇流带。
焊带连接电池片与电池片,就像高速公路上的匝道;汇流带负责汇聚所有支路电流,相当于主干道。两者合力,决定了电流能不能低损耗地"跑出来"。材料选错了,电阻偏高,功率就白白损失在发热上;焊接性能差,反复热胀冷缩之后,隐裂和脱焊就会悄悄发生;重量太沉,大尺寸组件的安装和运输都会带来额外麻烦。
焊带虽小,地位不低。1GW组件产能,对应的焊带和汇流带金属用量高达400至500吨——这是不折不扣的核心辅材,是每一家组件厂成本报表上一个很难忽视的行。

二、铜,是最好的选择,也是最贵的选择
过去几十年,光伏焊带的主流材料几乎清一色是铜。原因很直接:铜的导电率高达 99.2% IACS(国际退火铜标准),抗拉强度好,焊接工艺成熟,产业链配套完善。用铜,是行业最自然的选择。
但自然的选择,未必是最经济的选择。铜有三个无法回避的硬伤——
第一,贵,而且越来越贵。 铜是全球定价的大宗商品,价格跟着美元、地缘政治、矿山产能一起飘,当前已在10万元/吨的高位;与此同时,光伏焊带镀锡所用的金属锡更是高达40万元/吨,是铜价的四倍。这两种金属叠加,构成了焊带成本的主体。
第二,重。 铜的密度是 8.9 g/cm³,比铝重三倍多。随着组件尺寸越做越大——182mm、210mm——组件重量的天花板日渐逼近。双玻组件、BIPV建筑光伏一体化场景对减重的需求更加迫切。
第三,供应风险。 全球铜矿资源高度集中,智利、秘鲁、刚果金三国合计占全球铜储量一半以上。光伏装机量的爆发式增长,加剧了铜资源的战略紧张度。
那么,有没有一种材料,能在保留铜的核心优势的同时,解决这三个痛点?答案是:有。它就叫复合焊带。
三、复合焊带:一个"取长补短"的工程学故事
复合焊带的截面结构,一点都不复杂——外面是铜,里面是铝,同轴复合。但这个简单的结构,蕴含着材料工程的一种朴素哲学:让铜做它最擅长的事,让铝做它最擅长的事。
铜的导电率高、耐腐蚀、与锡层和银浆的焊接亲和性好,所以铜在外层,负责导电接触和焊接界面;铝的密度低(2.7 g/cm³,约是铜的三分之一)、价格是铜的五分之一,所以铝在内部,负责承载和填充。
最终呈现出来的性能组合是:
-导电率约为 66.83% IACS,完全满足光伏焊带的电气性能需求
-重量比纯铜焊带减轻约 50%,同等长度下整片组件重量明显下降
-材料成本较纯铜焊带降低约 50%以上,且不随铜价剧烈波动
一根小小的焊带,就这样完成了"减半重量、减半成本、保住性能"的工程目标。

四、为什么不是电镀,而是无缝焊+精密轧制
很多人第一次听到复合焊带,会觉得这不就是电镀吗?这是这个行业最常见的误解,也是区分劣质产品与高端产品的第一道分水岭。
电镀是通过电化学方法让铜离子沉积在铝表面,两者之间是物理附着——没有真正的金属键合,界面结合强度有限。在反复弯曲、热胀冷缩之后,镀层容易起泡、剥落。更严重的是,电镀工艺产生有毒废水,环保压力极大,且镀层厚度均匀性难以精确控制。
真正工业级别的复合焊带,采用的是无缝焊接结合精密轧制工艺。这是锐创的核心制造路径,理解这个工艺,才能理解为什么铜包铝能够胜任25年户外寿命的严苛考验。
五、深入工艺:一根铜铝复合焊带是怎么炼成的
第一关:预处理——打破氧化层的"结界"
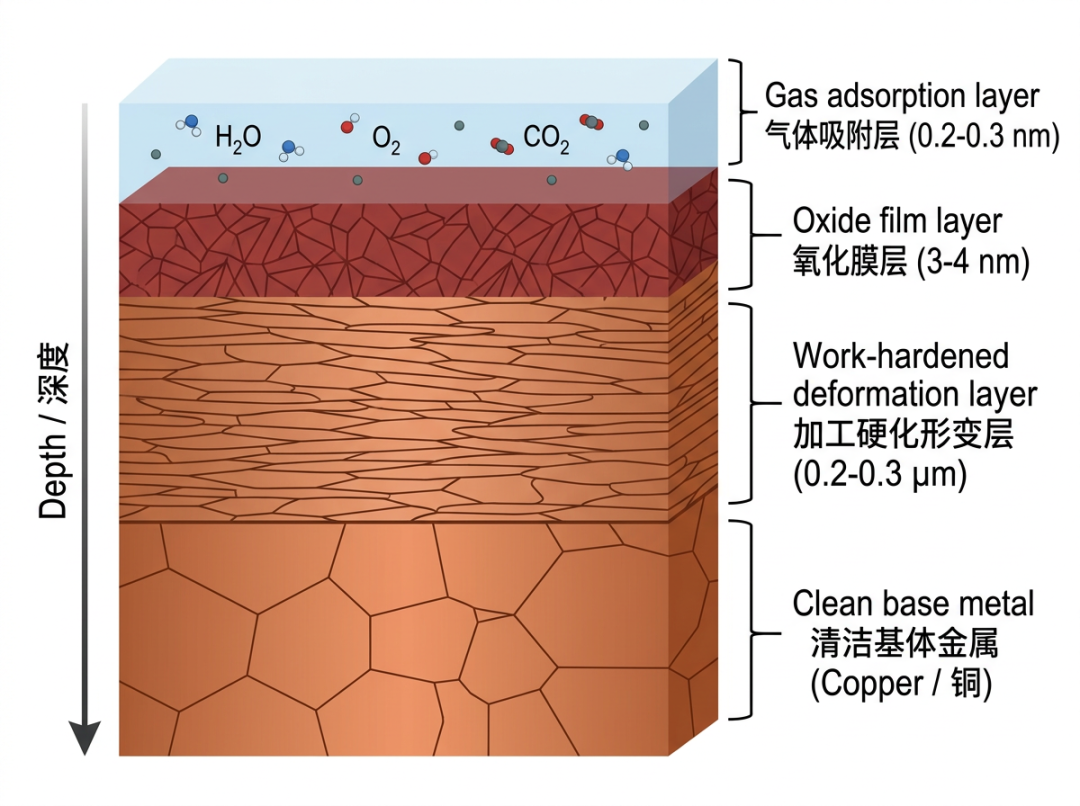
固态金属的表面,在微观上从来都不是平整的。哪怕经过精密打磨的铜带和铝杆,其最外层仍然存在三层结构:0.2~0.3 nm的气体吸附层(水蒸气、O₂、CO₂等)、3~4 nm的氧化膜层,以及0.2~0.3 μm的加工硬化变形层。
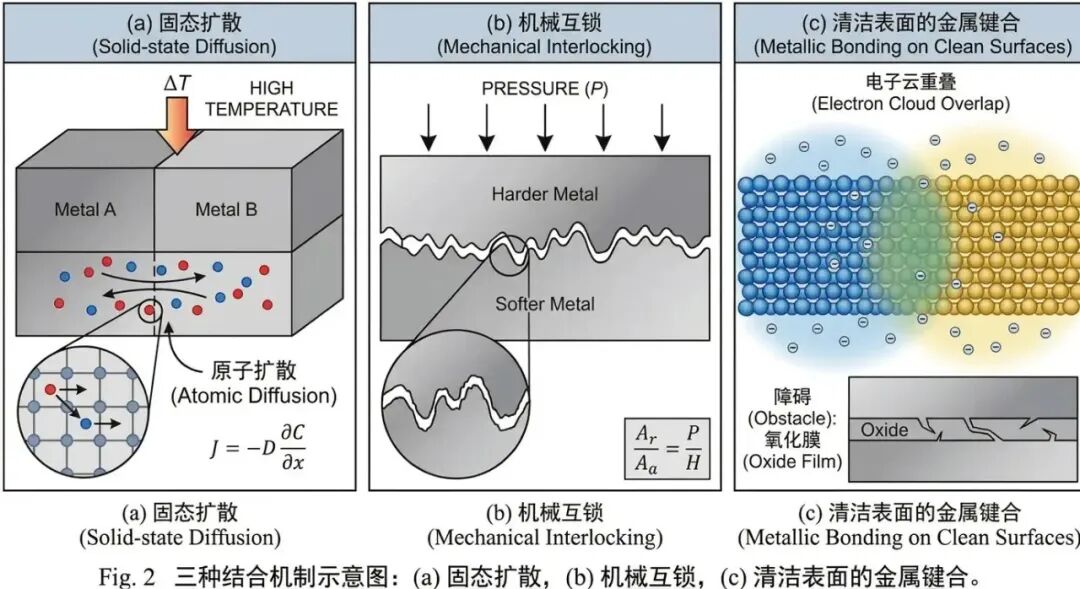
这三层结构是复合的天然屏障。氧化膜的存在,意味着即便两块铜铝紧压在一起,原子之间也无法直接形成金属键——中间始终隔着一层"绝缘墙"。
锐创的预处理工序,就是拆掉这堵墙:铜带和铝杆先经去除氧化层,随后用钢刷对表面进行机械刷磨。这个步骤看似粗暴,实则精妙——刷磨在金属表面制造出一层硬而脆的加工硬化层,这层硬化层在后续的轧制压力下会发生破裂,让底部新鲜的金属得以暴露出来,这便是冶金学中的"裂口机制"。
预处理完成后,必须在1小时内完成焊接,否则新鲜金属表面会重新氧化,整个预处理等于白做。这是一个需要严格计时的工序窗口。
第二关:包覆与焊接——冶金结合的诞生
铜带经过模具预成型,将铝芯紧密包裹,形成机械互锁结构后,在氩气保护环境下完成TIG(钨极惰性气体保护)焊接。
焊接的参数控制极为关键。锐创使用的是脉冲直流氩弧焊,电流精度控制在 ±1.5% 以内,脉冲频率设定在 2~3 Hz,峰谷电流比为 3:1——这种脉冲波形能有效控制熔池温度,防止铝芯过热熔化或铜层氧化。氩气纯度要求 ≥99.996%,流量计精度0.5级,保护气不纯会直接导致焊缝出现气孔缺陷。
与此同时,水冷系统全程介入——冷却循环流量 ≥8 L/min,温控精度 ±2℃,确保焊缝热影响区精确可控。
这一环节最常出现的两类缺陷是气孔和虚焊:气孔来自保护气覆盖不完全,通过主保护气加"拖罩"的双层保护方案解决;虚焊来自表面氧化层残留,必须靠严格的预处理工序和"打磨后2小时内焊接"的铁律来规避。
第三关:精密轧制——尺寸精度的极限挑战
焊接后的复合焊带母线,通过多道次精密轧制被压延至最终尺寸。这是整个工艺中技术含量最高的一环,也是锐创最核心的能力壁垒。
轧制不是简单的压扁。每道次的压下量(压缩比)都经过精密计算——压下量越大,铜铝界面获得的能量越多、结合越紧密,但过大的单道次压下量会导致断带或表面开裂;压下量不足,则界面结合强度差,产品可靠性无法保证。实验数据表明,压下量达到67%时铜铝界面呈现理想的相互嵌入形态,而仅50%时界面仍存在间隙——多道次压下量的分配策略,是需要大量实验积累的工艺Know-how。
轧制结束后,锐创对产品实施严格的在线检测:
-激光测径仪实时监控宽度,数据反馈至轧辊间隙控制系统
-千分尺每卷抽检厚度,最终尺寸公差控制在 ±0.005 mm
-CCD视觉系统对表面进行缺陷扫描,识别划痕、辊印、波浪边等异常
目前锐创可量产的规格范围:圆线直径 Φ0.1~4.0 mm,扁线宽度 0.05~10 mm、厚度 0.035~2.0 mm,截面积不超过7 mm²。这个规格覆盖范围,是精密轧制装备能力与工艺控制能力双重叠加的结果。
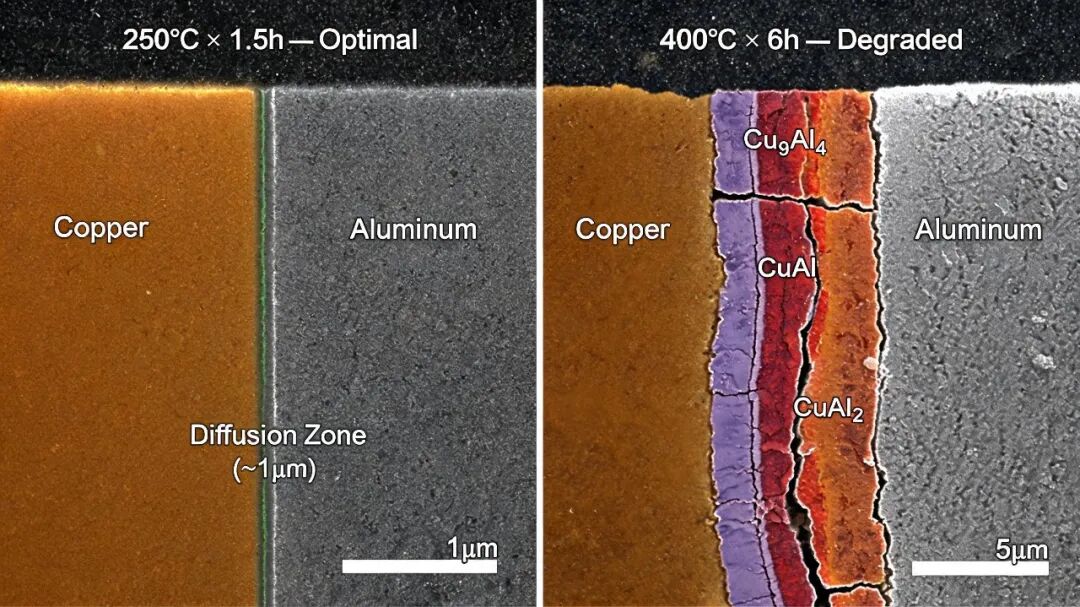
第四关:退火处理——界面的"最后一公里"
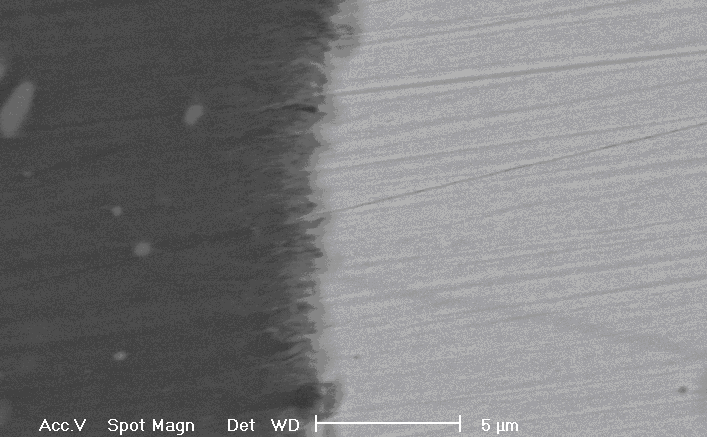
轧制完成后,铜铝界面仍处于物理结合状态——两种金属在压力下相互嵌入,但尚未形成完整的冶金键合。退火工序通过热处理驱动界面原子互扩散,将点结合转变为面结合,最终形成真正的冶金结合。
但退火是一把双刃剑,温度和时间的控制至关重要。
系统研究给出了清晰的数据:
| 退火工艺 | 扩散层厚度 | 界面状态 | 综合性能 |
|---------|-----------|---------|---------|
| 250℃ × 1.5h | ~1.14 μm | 固溶体为主,无脆性IMC | 最优 ✅ |
| 310℃ × 6h | ~5.66 μm | Al₂Cu相初现,分层明显 | 良好 |
| 370℃ × 6h | ~10.40 μm | Al₂Cu + CuAl 双相共存 | 轻微劣化 |
| 400℃ × 6h | ~13.4 μm | Cu₉Al₄ / CuAl / CuAl₂ 三层 | 明显劣化 ⚠️ |
数据背后的物理本质是:铜铝界面的金属间化合物(IMC)本身既硬又脆,厚度越大,界面在弯曲和热循环中越容易开裂。适量的IMC层有助于冶金结合,过厚的IMC层则是性能杀手。
锐创将退火工艺精确锁定在 250℃附近的最优窗口,控制扩散层厚度在1~2 μm——薄到足以维持韧性,厚到足以确保冶金结合。这个窗口的精确把控,需要对铜铝扩散热力学有深刻理解,也需要精密的温控设备作为支撑。
第五关:无损检测——每卷出厂前的最后一道关
成品检验采用超声波检测(UT)+ 涡流检测(ET)组合方案:UT负责探测内部气孔、分层等体积性缺陷,ET负责发现表面和近表面的裂纹、成分异常。两者互补,覆盖铜包铝产品最常见的所有失效模式,每批次出具完整检测报告,全程可追溯。
六、为什么66.83%的导电率已经足够
这是每一位工程师都会问的问题,也是回答最需要精确的地方。
纯铜是99.2% IACS,CCA是66.83% IACS,相差三分之一——听起来损失不小。但实际的工程逻辑是:焊带的导电性能,不只取决于材料的电阻率,还取决于截面积。
相同截面积下,复合焊带电阻约为纯铜的1.48倍。工程师可以通过适当增大截面积来补偿——轻微加宽或增厚焊带,让总电阻回到目标值。由于铝的密度只有铜的三分之一,即便截面积增大20%,重量依然比纯铜轻很多。
更重要的是,光伏焊带的实际工作电流密度,并非时刻处于极限状态。在正常辐照条件下,适当余量的截面积设计,反而有助于降低工作温度、延长焊带寿命。
从系统级角度衡量,66.83% IACS配合合理的截面积设计,可以将功率损失控制在0.5%以内。 这个损失,在整个组件成本节约的大账面前,是完全可以接受的工程换算。
七、铜铝接触,会不会腐蚀?
工程师们还关心另一个问题:铜和铝的标准电极电位差异约为0.6~0.9V,在有电解质介入的环境下,铝作为阳极会被优先腐蚀——这在工业管道领域是真实存在的问题。
但在光伏焊带的应用场景中,这个风险被三重机制有效隔绝:
第一,外层铜的封闭作用。 铝芯被铜层完整包覆,铜铝界面不暴露在外部环境中。焊带的对外接触面是铜(通常还会镀锡),铝芯与环境之间没有直接接触路径。
第二,镀锡层的保护作用。 绝大多数光伏焊带在铜层外面还有一层镀锡,锡的标准电极电位介于铜铝之间,进一步切断了可能的电偶回路。
第三,组件封装的隔绝作用。 焊带被封装在EVA或POE胶膜中,与外部水分和电解质完全隔绝,腐蚀所需的"离子通道"根本不存在。
三重保护叠加,使得电偶腐蚀在光伏焊带的实际服役环境中不构成可观测的失效风险。这一判断已通过加速老化实验和多年现场运营数据双重验证。
八、巨头们已经动了
理念再好,也需要产业化来验证。
以BC电池为例。BC(Back Contact,背接触)电池是目前光伏效率天花板之一,BC电池的全部电极移至背面,对焊带的精密度要求极高——宽度公差须控制在 ±0.005 mm 以内;同时背面密集的电极布局,让焊带重量的每一克都显得关键。头部企业均已批量采用铜铝复合焊带,规模达到10GW级,经过了严苛的工程验证。
TOPCon路线的中小组件厂也在快速跟进。铜包铝的铝芯弹性模量(约70 GPa)远低于铜(约130 GPa),在焊接过程中对薄片硅片的应力更小,与N型硅片的热匹配性更优——不少工厂在导入过程中惊喜地发现,隐裂率反而有所改善。
行业头部验证、中腰部跟进,这是一项新材料从"新鲜事物"变成"行业标准"的典型路径。

九、把账算清楚:每GW能省多少钱
这是采购总监和CFO最关心的问题。这里把数据摆出来,一笔一笔算清楚。
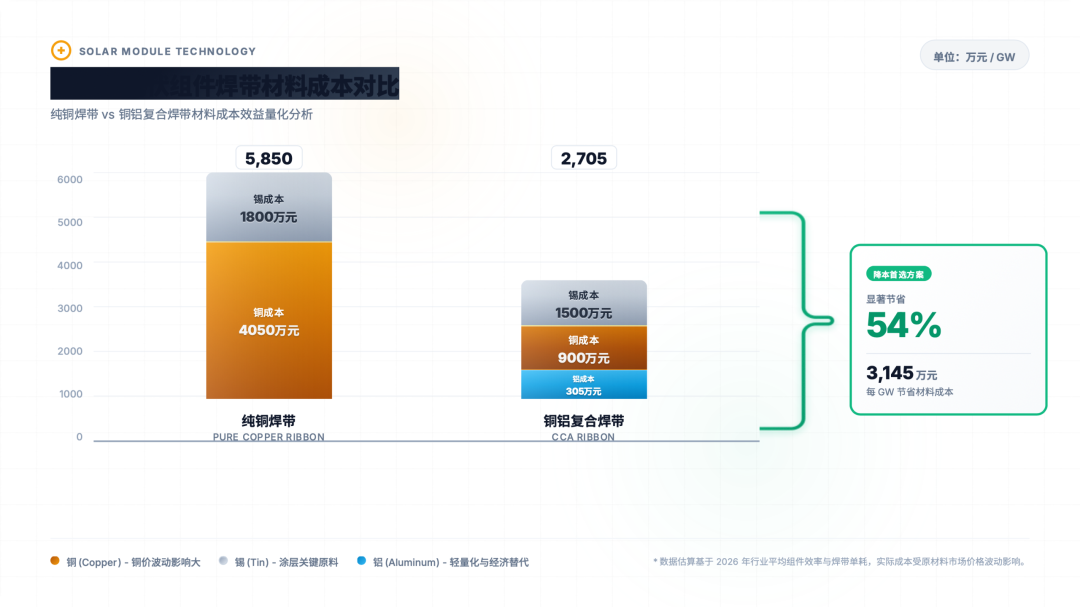
假设条件:铜价100,000元/吨,锡价400,000元/吨,铝价25,000元/吨
纯铜焊带的成本构成
每GW组件生产需消耗焊带和汇流带约400~500吨,其中铜占90%、锡占10%:
| 材料 | 用量(以450吨中值) | 单价 | 金额 |
|-----|----------------|-----|-----|
| 铜(90%) | 405吨 | 10万/吨 | 4050万元 |
| 锡(10%) | 45吨 | 40万/吨 | 1800万元 |
| 合计 | 450吨 | | 5,850万元/GW |
即纯铜焊带原材料成本约为 58.5元/kW,随铜价和锡价同步波动。
CCA焊带的成本构成
由于铝芯替代了大部分铜芯,铜铝复合焊带的整体密度约为纯铜焊带的50%。实现同等导电截面所需的总重量降低至每GW约200~300吨。
根据密度推算,复合焊带的质量组成约为:铜层 36%、铝芯 49%、锡层 15%:
| 材料 | 用量(以250吨中值) | 单价 | 金额 |
|-----|----------------|-----|-----|
| 锡(15%) | 37.5吨 | 40万/吨 | 1,500万元 |
| 铜(铜层,~36%) | 90吨 | 10万/吨 | 900万元 |
| 铝(铝芯,~49%) | 122吨 | 2万/吨 | 305万元 |
| 合计 | 250吨 | | 2705万元/GW |
即铜铝复合焊带原材料成本约为 27.1元/kW。
对比与节省
| 情景 | 纯铜焊带成本 | 复合焊带成本 | 每GW节省 | 节省比例 |
|-----|-----------|-----------|---------|---------|
| 保守(400t vs 200t) | 5200万 | 2165万 | 3035万 | 58% |
| 中值(450t vs 250t) | 5850万 | 2706万 | 3144万 | 54% |
| 乐观(500t vs 300t) | 6500万 | 3248万 | 3253万 | 50% |
结论:每GW可节省约3,000~3,300万元原材料成本,每kW节省约30~33元。
一个出乎意料的细节:锡反而也省了
很多人以为复合焊带的锡比例更高(15% vs 10%),锡的成本应该上升。但实际上恰恰相反——
由于复合焊带总重量减少了约44%,每GW实际消耗的锡从纯铜焊带的45吨降至约37.5吨,节省约7.5吨锡,折合金额约300万元。
这是一个反直觉但真实的结论:总重量的大幅下降,让即便比例更高的锡,绝对用量也比纯铜焊带更少。
十、未来,这条路会走向哪里
复合焊带的故事,才刚刚开始。
HJT(异质结)电池是下一个主战场。HJT必须在180℃以下完成低温焊接,铜的低温脆性在此处是隐患,而铝芯较低的弹性模量赋予铜铝复合材料更好的柔韧性——这是铜铝复合材料在HJT场景的天然优势,相关验证正在推进。
钙钛矿叠层电池的商业化,可能给铜铝复合材料打开更大空间。钙钛矿对金属离子污染极为敏感,冷压焊工艺不引入任何电镀化学品,界面洁净度更有保障。
无主栅(MBB)技术和多分片技术的普及,要求焊带越做越细。锐创通过精密轧制可以将铜铝复合扁线铜层厚度稳定量产到10 um以内,这是电镀工艺难以实现的精度门槛。
更长远地看,全球光伏装机量以每年数百GW的速度增长,而铜矿的开发周期以十年计。铜的稀缺性是结构性问题,铝的相对丰富性是结构性优势。 从战略资源角度,铜铝复合新材料替代铜的趋势是由底层资源逻辑驱动的,不可逆转。
结语
一根焊带,不过几毫米宽,却折射出整个光伏产业降本增效的方向。
铜铝复合焊带不是颠覆,而是一次恰到好处的材料进化——在对的地方用铜,在对的地方用铝,让每一克材料都物尽其用。从预处理的裂口机制,到退火的IMC窗口控制,到成品的UT+ET双重无损检测,每一个细节背后都是深厚的冶金工程积累。
BC巨头们已经用行动投票。越来越多的组件厂正在评估和导入。这场悄然发生的材料替代,不会轰轰烈烈地宣布,却会在某一天成为行业的默认选择。
就像当年硅片从多晶换到单晶一样——回头看,那只是一个必然。
索比光伏网 https://news.solarbe.com/202606/10/50024218.html



