




一、引言
随着EL(电致发光)检测技术在电池片和组件的生产过程中的普及应用,以及终端客户对光伏电池组件的外观和性能要求不断加严,电池片的断栅、虚印不良已成为主要的异常反馈项目。虚印、断栅不仅影响外观,而且降低了电池片效率,因此需要从印刷的原理入手,充分考虑现场作业的方式,做好各关键点的控制。
二、实验
在AYSY机台进行印刷和测试的规模化生产,有不同目数膜厚线径的网版供选择实验,刮条分条形刮条和板刮供实验,印刷参数可根据需要调节。丝网印刷的原理是通过刮条挤压特定图形的丝网弹性形变后将浆料渗透在需要印刷的材料上的一种印刷方式。常见的正极图形由主栅线和副栅线组成,栅线的主要作用是收集电流,虚印、断栅区域的电流没有被收集到,电池的效率会降低,在EL测试时则更能准确地体现。外观断栅、虚印的主要表现是栅线印迹中断或模糊,如图1和2,而丝网参数设置不正确,网版线宽与浆料不匹配,网版堵塞,刮条磨损,浆料粘度过高或变干,硅片线痕等均会不同程度地造成断栅、虚印。本文从涉及丝网印刷的印刷参数、网版、刮条、浆料等方面进行实验。

图1电池片断栅不良

图2电池片虚印不良
三、结果和讨论
1.设置合理的印刷参数:丝网段的主要质量控制点有图形印刷的完整性和浆料湿重满足工艺要求两个方面。而丝网参数的设置对这两个方面均有重要的影响。
第一,印刷高度过高可能会导致丝网版破损、虚印,过低可能会造成虚印、断栅、毛边等现象。所以印刷高度要在一定范围内调节,一般来说在硅片稳定、网版弹性固定的时间内,印刷间距越高,浆料印刷的越厚,湿重越大。
第二,印刷压力P过小,会导致虚印、断栅;过大会导致网版及刮刀变形,使用寿命缩短,电池片隐裂,所以选择合适的压力值可以提高印刷质量、降低成本。在印刷高度、硅片稳定、丝网弹性固定、刮刀硬度一定的条件下,在可调范围内,印刷压力越大,印刷厚度越薄,湿重越轻。在ASYS设备上印刷压力建议值50-90N。
第三,印刷速度是指印刷过程中的刮刀移动的速度,速度过小,会降低印刷效率;过大会出现毛边、虚印。印刷速度建议在180mm/s至225mm/s之间。因此在日常的印刷中要寻找合适的印刷参数才能取得效率提升和外观良好的双重效果。这里使用比较好的一组参数是丝网间距设置在1.4mm,压力在70N左右,印刷速度为220mm/s。
2.探求匹配的网版浆料与刮条:栅线印刷的理想效果是取得较大的高宽比,即栅线既高又细,这需要网版与浆料有效配合。之前存在一种现象是为降低印刷重量,一味降低网版线宽,而搭配的浆料较黏,频繁出现断栅和虚印现象,而部分虚印电池片在正面垂直检验时又很难发现,极易漏检。
实验前使用的网版为400目18膜厚37线径,现优化为360目16um膜厚37线径网版,过墨性提高,浆料固定为杜邦18H,配以合适的丝印参数及产线的有效监控,明显地改善了丝印外观质量。同时由于之前使用的条形刮条易磨损,且要6小时更换一次,现引进一种新型刮条,由于接触面大,耐磨损,不仅降低了断栅、虚印产生几率,并且其寿命为一般刮条的10倍左右,如图3,上方为常规条形刮条,下方为改用的板式刮条。
图3不同刮条对比
3.形成标准的印刷作业规程:首先要做好网版的清洁和浆料的粘度管控,操作人员在生产一定数量的电池片时需抬高网版进行擦拭,擦拭的时候注意手法:由中间由四周擦拭,再绕四周擦拭,确认网版清洁后先进行1-3片的试生产,通过45°观察电池片栅线是否有虚印、断栅现象。同时在更换新网版时,在参数调整合适后,进行5片左右的外观检查,同时进行EL测试。
浆料使用需按照少量多次的原则进行添加,若周边浆料变干,应及时铲出进行处理后再行使用。其次增加对烧结后的EL测试监控,建议每小时至少10片以上,如有异常立即停止生产进行异常批次隔离并排查解决。另外在新材料新工艺验证期间应适当增加抽测频率。
4.通过效率测试程序卡控Rs来监控印刷异常:Rs主要包含四部分,硅片的体电阻,薄层电阻,金属电极电阻,欧姆接触电阻。正常多晶电池片的Rs值在2.50毫欧姆左右,可以在程序中设置将Rs大于一定值(建议3.5毫欧姆)的分选到某个档位,这样通过对该档位的比例监控即可快速预警虚印等异常问题。
Rs偏大通常有以下表现情况:
1)若发现某个时间段开始,整体偏大或间断性出现Rs偏大,很可能是因为印刷效果不好造成栅线和硅片没有形成合金层,有空隙导致欧姆接触不好。
2)伴随开路电压和短路电流偏低的Rs偏大,可能为烧结原因造成,而伴随开路电压和短路电流偏高的Rs偏大,可能为方块电阻偏高。
一般前制程比较稳定,若某段时间连续出现Rs偏高的一般均为EL虚印造成,图4和5显示了一段时间Rs偏高,效率下降,测试对应电池片EL图片虚印严重。
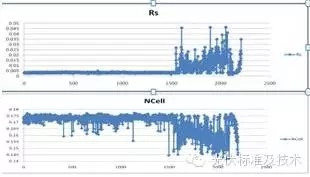
图4Rs与效率对应关系图
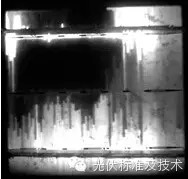
图5虚印EL图片
通过以上4个方面对应措施的执行,实验后成品检出的断栅、虚印外观不良率由原来的0.47%的降级不良率将至0.21%,降低了一半以上,改善明显。

四、结论
通过对丝网参数的研究,丝网物料的搭配,丝网标准作业规程的建立,Rs的监控能大幅度地减少丝网印刷产生的断栅、虚印问题。各项措施要按规定实施,预防为主,减少批量不良。同时加装自动检测设备进行在线监控已成为智能制造的趋势。
索比光伏网 https://news.solarbe.com/201601/27/95669.html



