


浆料使用需按照少量多次的原则进行添加,若周边浆料变干,应及时铲出进行处理后再行使用。其次增加对烧结后的EL测试监控,建议每小时至少10片以上,如有异常立即停止生产进行异常批次隔离并排查解决。另外在新材料新工艺验证期间应适当增加抽测频率。
4.通过效率测试程序卡控Rs来监控印刷异常:Rs主要包含四部分,硅片的体电阻,薄层电阻,金属电极电阻,欧姆接触电阻。正常多晶电池片的Rs值在2.50毫欧姆左右,可以在程序中设置将Rs大于一定值(建议3.5毫欧姆)的分选到某个档位,这样通过对该档位的比例监控即可快速预警虚印等异常问题。
Rs偏大通常有以下表现情况:
1)若发现某个时间段开始,整体偏大或间断性出现Rs偏大,很可能是因为印刷效果不好造成栅线和硅片没有形成合金层,有空隙导致欧姆接触不好。
2)伴随开路电压和短路电流偏低的Rs偏大,可能为烧结原因造成,而伴随开路电压和短路电流偏高的Rs偏大,可能为方块电阻偏高。
一般前制程比较稳定,若某段时间连续出现Rs偏高的一般均为EL虚印造成,图4和5显示了一段时间Rs偏高,效率下降,测试对应电池片EL图片虚印严重。
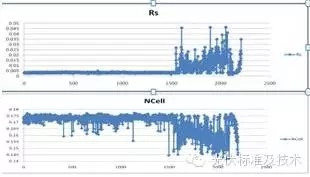
图4Rs与效率对应关系图
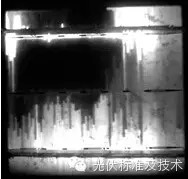
图5虚印EL图片
通过以上4个方面对应措施的执行,实验后成品检出的断栅、虚印外观不良率由原来的0.47%的降级不良率将至0.21%,降低了一半以上,改善明显。

四、结论
通过对丝网参数的研究,丝网物料的搭配,丝网标准作业规程的建立,Rs的监控能大幅度地减少丝网印刷产生的断栅、虚印问题。各项措施要按规定实施,预防为主,减少批量不良。同时加装自动检测设备进行在线监控已成为智能制造的趋势。
































